电弧传感器的研究应用现状与面临的问题
- 2016-03-22 16:08:00
- 作者:徐健宁 陈焕明 熊震宇 原创
- 10043
(1)检测点就是焊接点,不存在传感器先行的问题,是完全实时的传感器。
(2)焊接机头周围不需要装备其他特别的装置,焊枪的可达性好。
(3)由于电弧本身作为传感器,所以不受焊丝弯曲和磁偏吹等引起电弧偏移的影响。
(4)不仅可以跟踪传感,保证焊接参数的稳定,而且还可以改善焊缝的成形效果。
(5)抗光、电磁、热的干扰,使用寿命长。
正是有这些优点使电弧传感器已经成为近些年来弧焊自动跟踪发展的热点,但我国电弧传感器的实用化还在起步阶段。
一、电弧传感器的原理
以电或机械方法使焊接电弧摆动,检测焊接电流、电压的变化,来判断摆动中心是否偏离坡口中心,并进行修正。使电弧摆动的方法有机械式、电磁式和射流式。摆动轨迹可分为直线往复运动、圆弧运动和旋转运动。在使用双丝并列焊接时,也可不作摆动。
由以上所述,当电弧沿着焊缝的垂直方向扫描,焊接电流将随着扫描引起的焊矩高度变化而变化,从而获得焊缝坡口信息,达到传感的目的。
二、电弧传感器的研究及应用现状
1.电弧传感器的类型
目前电弧传感器在实用中主要有以下几种类型:
(1)非扫描双丝并列型 该类型是利用电弧的静态特性,当焊炬不对中时,两电弧的高度不同将反映在电流(电压)差上,从而实现焊缝跟踪。但因为要同时用两个参数相同的独立回路电源并列进行坡口焊接,实现上有困难,所以实用受到限制。
(2)摆动式电弧传感器 一般摆动式电弧传感器是以机械式的居多,因受机构的限制,扫描频率一般在5Hz以下,使得灵敏度较低,同时熔池中的液态金属的流动和填充也为焊缝坡口识别带来了障碍。
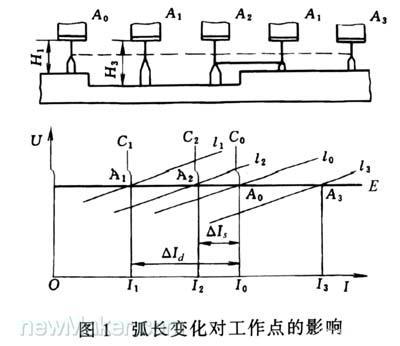
(3)旋转扫描式电弧传感器 旋转电弧传感器的原理是,在直流电动机的驱动下,利用导电嘴上的偏心孔使得焊丝和电弧旋转,来实现电弧的高速扫描,一般扫描频率为15~35Hz。这种设计能克服机械式的低扫描频率带来的一系列问题(见图2)。
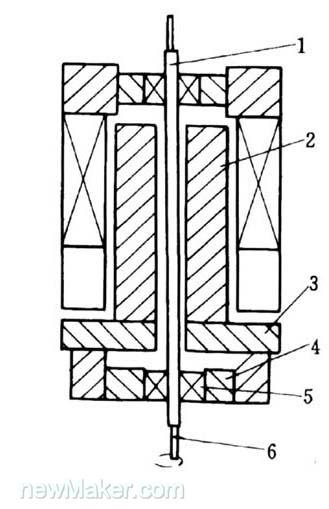
图2 旋转式电弧传感器结构
1.电极 2.电动机 3.光码盘 4.偏心机构 5.调心轴承6.焊丝
旋转扫描式焊炬最早出现在日本NKK的关于窄间隙焊文献中用来改善两侧熔合和角焊缝及多道焊的成形,后来发现高速旋转电弧还可用于焊接跟踪传感,且灵敏度更高,就积极致力于高速旋转电弧在传感跟踪上的发展,研究成功了高速旋转电弧传感器。
其原理是:在电动机驱动下,导电嘴绕自身转动,利用导电嘴上的偏心孔使得焊丝端头和电弧旋转,来实现电弧的高速旋转扫描。
1990年,清华大学给出了圆锥摆动方案。导电杆作圆锥摆动,而不绕自身转动,这样避免了焊丝与导电嘴之间的摩擦。1993年有了进一步发展,采用了空心马达结构设计,使得结构更加简单,减小了振动和噪声,体积也大大减小,其设计的旋转扫描焊炬的外径只有80mm,可以像正常焊炬一样使用,并申请了中国专利。南昌大学又在其基础上作了进一步的改进,使 旋转扫描焊炬的结构更为紧凑,其外径减为45mm,体积减小10%,重量减轻20%,使减振性能更好。并已应用在弧焊机器人上,向实用化迈进了一大步。
2.电弧信号的处理及其控制技术
如何从电弧传感信号中得到焊炬位置,即焊缝的左右、高低偏差信息,这也是实际进行焊缝纠偏最关键的环节。1978年采用积分差值法解决了V形及角焊缝的识别,用消波的方法解决了CO2焊接中电流噪声问题。1990年首先提出采用计算机仿真的方法研究电弧传感系统的识别方法,取得了重要的结果。1996年利用计算机仿真的技术,深入研究了传感系统的信息输入和输出,首次提出交换信息空间,采用特征谐波法识别坡口的办法,又提出数字滤波技术,使电弧传感器的信息处理有了突破性的进展。1993年韩国的J.W.Kim,S.J.Na通过使用二次曲线拟合法,即焊接电流信号能被拟合成曲线,此曲线中焊接电流信号值与焊炬到工件的距离成反比。在摆动方向改变处,曲线拟合焊接电流信号即焊接电流值,因而能作为焊缝跟踪的控制信号。1998年,华东船舶工业学院也使用模糊控制实现了焊缝的自动跟踪。
3.电弧传感器的应用
电弧传感器经过多年的研究与发展,体积和重量大大减小,焊缝识别能力增强,同时随着计算机技术及模糊数学等相关学科的发展,旋转电弧传感器已经步入实用的阶段,清华大学开发了两种自动焊机。第一种是在普通的自动焊机上增加十字滑块,将电弧传感器安装在十字滑块上,通过控制十字滑块的电动机来进行纠偏。第二种是一种全自由度的自动焊机,它无 需像第一种有固定的轨道,是一种可自由爬行的自动跟踪焊机。南昌大学将高速旋转电弧传感器安装在焊接机器人上实现了焊缝的自动跟踪。1993年,J.W.Kim、S.J.Na设计了一种自适应模糊控制器,将模糊控制技术应用于焊缝跟踪并取得了良好的跟踪效果。在工业上,电弧传感器在弧焊机器上有了较好的应用,德国的CLOOS公司生产弧焊机器人使用的是摆动式电弧传感器;而在日本,装配了高速旋转电弧传感器的弧焊机器人已经在造船工业中使用。华东船舶工业学院使用单片机实现了旋转扫描式焊炬的焊缝跟踪。这些都说明,电弧传感器是有着广泛的应用前景的。
三、面临的问题
虽然对电弧传感器已经有了大量的研究,但是电弧传感器的应用特别是在国内的应用还不能达到使人满意的程度,目前仅限于某些特殊场合的焊缝跟踪。其一,由电弧传感器的原理可知,它要求焊枪摆动,为此要有一套控制摆动的装置,而且有些场合不宜采用摆动。对I形坡口或无间隙对接焊则不能获得满意的效果。在现有的工业应用中,成功的例子还都是在V形坡口和角焊缝上完成的。这些都限制了电弧传感器的应用范围。其二,对电弧传感器信号的处理也是难点之一,因为弧焊过程有许多对信号采集与处理不利的因素,像短路电流的干扰,熔池液态金属波动或流动的干扰等,这对获得完整的坡口形状信号带来了很大的困难。如何去除这些干扰从而获得良好的信号,虽然有过很多的研究,但是还没有一个较好的解决方案。其三,控制方法的选择,传统的PID控制已经无法满足复杂、非线性的焊接过程,而采用自组织模糊控制是一个比较好的解决方法,但实现起来又会遇到运算量大等问题,对简单处理器无法实现实时控制。而采用PC机,则增加了成本,无法满足企业对经济效益的要求。
电弧传感器的特点非常有利于焊接智能控制的实现,而智能控制对确保焊接质量有着十分重要的意义。解决上述三方面的问题,将是今后焊接自动化、智能化的研究热点。
四、结语
电弧传感器与光学传感器并称为弧焊自动跟踪两大传感器,其中电弧传感器不同于其他任何一种现有的传感器,它不是独立于焊接电弧焊接电源系统之外的东西,而是与电弧特性和电源的特性紧密相关的一部分。虽然在某些场合它的适用性受到限制,但其应用前景还是很广泛的。
随着智能控制技术的发展和焊缝识别与实时控制等一系列问题的解决,电弧传感器在焊接自动化中将体现更为重要的应用价值。


相关文章
- [焊接技术] 汽车用铝合金板面临哪些问题? 2020-11-02
- [焊接技术] 记住这些焊接小技巧,成为焊接大神不远了! 2020-10-24
- [行业资讯] 堆焊修复技术的研究与实践 2018-09-04
- [焊接学院] 模具焊接材料选择及工艺流程 2018-08-28
- [焊接百科] 激光焊接、切割在汽车制造中的运用 2018-08-13
- [焊接技术] 先进的带极堆焊技术 2016-03-14




发表评论


社区新帖
- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
联系我们
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 东莞市凤岗镇东深路凤岗段206号天安深创谷W2栋诚信大厦21楼 |